中文
中文 EN
EN
400-653-1253
石家庄青林机械设备有限公司是集研发、制造及售前、售中、售后服务于一体的木工机械设备生产制造企业。
高频拼板机厂家生产的高频拼板是一种快速拼接技术,高频电场有选择地对胶分子或水分子的作用,胶分子或水分子自身摩擦产生的热量木材本身不吸收能量,而我们这种高频拼板机则根据不同厚度和硬度的板材设计的侧压压力保证有效的拼接。
而这种拼板机在高频加热时,拼板机板材它的含水率在比较高的区域内也会被加热,直到拼板机它的板材含水率均匀和加压的时候,瞬间胶水固化,而且它保证了拼接后的拼板机它的含水率均匀而且也不会长期变形。
高频拼板机它可以实现:自动送料到位置后送的料车则退回原位而且这种高频拼板机则在垂直压力下启动时侧向拼接压力启动的高频自动加热的加热时间一到的时候则就停止加热,而且自动冷却还保压且垂直及拼接压力关闭,然后液压缸退回原位工作。
注意台面的清理,就是每次使用完毕后要将工作台面上的杂物清理干净,每周对机动系统润滑加油,保证机器的正常运行。
注意冷却水的清洁,为了保证水泵的正常工作,防止出现缺水现象,要及时更换冷水,以防水温过高,影响正常工作。
细木工板拼板机长期使用可能会出现零件松动的情况,要注意检查机器各部件螺钉是否松动。
如果机器长时间不用,应该每周给它加油空走,保证传动系统的灵活性。
新机变速箱内的齿轮油应在使用一个月后更换,以后换油应该在工作2000小时左右。
1、拼板机机身:机身整体是工程钢结构,稳定可靠。
2、拼板机侧压和上料架:侧压由压板和油缸组成,工作时保证工件侧面对齐。工件摆放完后可由上料架方便地放入压合位置,卸料时顺利卸下。。
3、拼板机主压部分:由推板和油缸组成,当工件放入压合位置时将手动换向阀切换到压合位置进行压合。
4、上料架锁紧部分:由气缸、连杆和锁套组成。当上料架闭合时扳动手动换向阀使锁套扣住上料架方可进行压合操作。当卸料时需先打kai锁套。
5、拼板机液压系统:由于木屋构件对压合的特殊要求,本机床的液压系统是特别设计以满足特殊需要。
6、电器电气控制系统;由于本机床是由4组单元组成所以它的控制部分是由4个独立控制单元组成,已达到即可分别操作又可联合操作的功效。
7、换向阀;机床主要操作部分,每组件上的换向阀分别控制上料架开启和闭合、侧压进退、主压进退。其中控制上料架开启和闭合的换向阀后有一节流阀来控制控制上料架开启和闭合的速度,由此来保证和其它单元上料架的同步性。
8、气动系统:控制上料架的锁紧,手动换向阀控制锁扣开启、闭合。
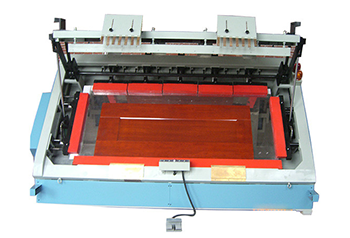
高频拼板机是生产细木工板(大芯板)的主要设备之一,它主要是将小径原木、旋切木芯、制材板皮等原料制成的规格板条,经过排板、涂胶、挤压、加热等工序制成整幅面的实芯板的设备,拼板机主要由液压系统、气动系统等组成。
拼板机利用稳压管的齐纳击穿特性,可以得到频率达数百兆赫的高频信号,其电路如图所示。从输出端V01取出的信号是单一频率信号,可以用来调准调谐回路中的谐振频率。从输出V02取出的信号是广谱高频信号,可以进行超外差式收音机中输入谐振电路和本振调谐电路之间的统调。发生器的频率范围为l00kHz~27MHz,共分五个频段100kHz~300kHz~lMHz~3MHz~9MHz~27MHz。信号发生器的输出电压约为9mV。线圈Ll~L5绕制在具有微调磁芯的骨架上,Ll~L3用Φ0.1mm的漆包线,L4、L5用Φ0.2mm的漆包线。Ll~L5的匝数为270+270,260,80,30和10匝。组装完成后用标准信号发生器校准一下,并在可变电容器C3的旋钮上作出频率刻度。调节电位器RP使输出高频信号最强。电路中采用的稳压管无特别要求,只是电源电压应比稳压值高一些,以保证稳压管工作于特性曲线的拐点上。
高频拼板机在使用前要先检查下气压、电源是否正常,压料架或机器手臂是否移动至两侧,接近开关是否在正确位置。操作时注意每完成一个操作要进行下一个工作循环时,必须注意机器手臂是否转移到两侧,接近接近开关是否在ON的位置,否则机器则无法运转。自动操作时,履带链条运转若遇到中途停电或意外状况时,应立即按下stop,待电源恢复正常时以手动方式再调回工作点。高频拼板机操作人员因事要离开岗位时必须先关机,杜绝在操作时与人攀谈。当拼板机运转异常时,应该立即停机交专业人员进行检修。